在所有模型的製作技巧中,無縫是相當基本但完成後效果顯著的技術之一,其意為消除兩塊零件組裝的接縫,使其成為完整的表面。雖然原理相當簡單,但無縫要做得好其實不容易,許多細節都要注意到才能做出最好的成果。本文將會把無縫進行流程仔細整理,請各位參考看看。
1. 本步驟簡介
在製作模型的流程中,組合零件是必經的步驟。而在大多非科幻類模型中,由於並沒有使用「免上膠卡榫」的工藝,因此使用接著劑黏合零件是必要的技巧之一。而將零件黏合後去除其黏合的痕跡,這個技巧就稱做無縫。而即使是有使用免上膠卡榫的科幻類模型,利用無縫也能大幅增加完成度,是非常值得掌握的技術。
雖然無縫原理是相當簡單的,但要能做得好並不容易。從接著劑的選擇與使用到零件接縫的處理,有許多必須要注意的細節,處理不當會造成零件的毀損,這也是許多人視無縫為畏途的原因。本步驟會將個人掌握的無縫技巧做一個總整理,希望能給各位一些操作的參考。
2. 本文使用的工具
 |
| Fig.1 本步驟使用的主要工具一覽。 |
銼刀:破壞力較砂紙強,適合初步修整接合縫。
筆刀:基本的修整工具,這裡用在湯口與接合縫的處理。
陶瓷刮刀:比起筆刀,無鋒刀口可以在刮除接合縫時減少傷到表面的機會。
平頭雕刻刀:處理位置較複雜,筆刀不易刮除的接合縫。
鑷子:用在零件的拿持,尤其是在塗抹接著劑時可避免接觸。
3. 無縫的優缺點
接下來介紹無縫的優點與缺點,每個零件的狀況都不同,各位可以在無縫之前想想如何處理零件才能處理到最好。
優點
A.完整美觀的表面:
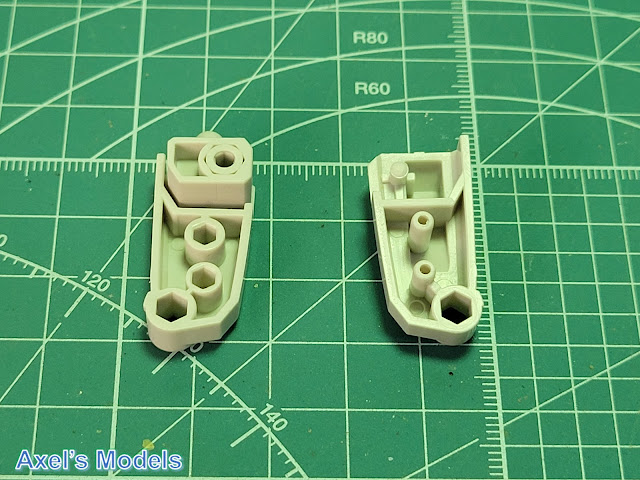
 |
| Fig.2 可以得到完整美觀的表面就是無縫最大的優點,右方零件經過無縫處理之後,跟左方零件相比完成度增加不少。 |
B. 零件組成更加穩固:
 |
| Fig.3 劍王的頭部是左右夾組,兩側零件只靠著夾組的臉部零件與單根卡榫結合,並不是非常堅固。但無縫之後兩側零件改為以接著劑黏合,能大幅增加零件組合的穩定。 |
缺點
A. 無縫流程繁複耗時
 |
| Fig.4 這個零件需要進行3次的無縫,要將A零件無縫並表面處理完成後,夾組在B零件內並無縫,最後再將C零件黏合。除此之外還要確實做好表面處理,整個過程相當繁複。 |
B. 處理過後零件無法拆解,增加塗裝難度
 |
| Fig.5 雷神王的翅膀,做翅膀根部的無縫之後,整體零件將成為無法拆解的狀態。在塗裝時只能以遮蓋的方式來處理分色。而部分零件可透過分件處理來解決這種困擾,詳情請參考先前的製作流程。 |
雖然無縫增加不少塗裝上的困擾,但也不是一定只能硬著頭皮去遮蓋處理,上一個步驟的
分件處理可以讓零件在塗裝後再組合,可以減少塗裝難度。最後個人認為無縫以
提升完成度的效果來說效果非常大,絕對是相當值得努力的步驟。
4. 判斷零件情況
由於無縫的狀況會隨著不同零件而有不同做法,而且做法也可能有多種選擇。接下來會舉出範例與個人的處理方法,作為給各位的判斷參考:
A.單純拼合
 |
| Fig.6 兩塊零件直接組合在一起,中間有一條接縫,這是最直接可以做無縫的狀況。但是大部分的零件組合不會如此單純,需要額外處理的情況反而占大多數。 |
B. 無縫內夾組零件
 |
| Fig.7 在無縫內部夾組其他零件是最常見的形式。夾組內的零件必須先做好表面處理再進行外部零件的無縫。另外還要注意內部零件的材質,若是PE或POM等軟膠材質較不易受接著劑影響,而若是PS或ABS等材質就要在塗抹接著劑時小心避開,否則會造成關節黏死的慘況。 |
C. 多重無縫
 |
| Fig.8 若是零件要無縫而外層還要夾組一層零件,就是要多重處理。這個時候就要將內部無縫與表面處理完成後,接著才處理外部零件的無縫。若同時做內外零件的無縫,在表面處理上會受到不少困擾。 |
D.裝甲接縫
 |
| Fig.9 裝甲接縫風格常見於鋼普拉(本圖中的零件),兩片零件夾組的情況之下中間有出一條縫的造型,能夠巧妙的修飾零件的接縫。若有這種情況的零件除非造型想重作之外請勿做無縫。後續會介紹在無法無縫的地方如何製作出此效果。 |
5. 無縫的要點
A. 仔細規劃並小心行事
無縫步驟由於使用接著劑,幾乎所有步驟都是不可逆的。尤其是被夾組的零件若發生漏裝或是裝反的情況,可說是無法挽救。因此在進行每個無縫處理之前務必仔細查對說明書,將每個零件都正確的組裝之後再開始進行。
B. 分件處理
在上一步驟介紹的
分件處理是能有效降低部分零件的無縫後塗裝難度的,在進行無縫之前盡量評估是否能夠分件。詳情請見
上一個流程。
C. 適合做無縫處理的接著劑
選擇
無縫用的接著劑有兩個重點,第一個是黏合穩固,第二個是乾燥後無彈性,性質越像零件原本材質越好,才能形成完整的表面。
符合這些條件的有溶劑型接著劑與瞬間膠,這次的示範也會以這兩者為主。更詳細的接著劑介紹請看
另一篇文章。
D. 材質與接著劑作用測試
由於塑膠是複雜的聚合物,就算是同樣的種類塑膠,每家模型製造商會有不同的配方,對於接著劑的反應也會不同,為了保險起見,製作不熟悉廠商的模型若要進行無縫,最好先用框架來確認接著劑的效果如何。接下來的文章會進行測試與說明。
6. 套件材質與接著劑作用測試
在開始正式操作之前,熟悉接著劑對於零件材質的效果是很重要的,而若是從未製作過廠牌的套件更要謹慎。這次是個人第一次製作好微笑MODEROID系列的模型,因此需要確認接著劑對於各個材質的效果,使用框架來做接著劑測試是最確實的方法。
 |
| Fig.10 測試方法非常簡單,將框架平整切斷後再黏合即可。框架測試的結果如上圖,這次一共測試五種不同的接著劑,除了POM材質各種接著劑均完全無法黏著之外,其他材質都有可以適當的接著劑可以使框架對接黏合。 |
 |
| Fig.11 接著劑的強度也可以進行測試,雖然強度難以量化但也可以做為選擇接著劑的考量之一。待完全乾燥之後,可以將框架彎折測試強度。 |
 |
| Fig.12 將測試結果整理為表格,可以發現PS與ABS材質均有4種類接著劑可以使用。而POM材質完全無法黏合。至於接著劑種類的差異請參考模型接著劑介紹。 |
確認各種接著劑的性能之後,在之後的製作可以
視不同零件的狀況給予最適當的處理,能得到更好的效果。
7. 各種接著劑的無縫原理
A . 溶劑型接著劑與高黏度接合型接著劑的差異
一般使用在無縫上的接著劑可分為溶劑型(多數模型膠水)與高黏度接著型(瞬間膠為主),對於零件上的作用是完全不同。以下圖解:
 |
| Fig.13 雖然都是無縫處理,兩種類接著劑完工效果具有差異。 |
無縫使用的接著劑種類會造成成品差異,因此在不同情況下,選用適當的接著劑可以達到比較好的效果。下面再列出兩種接著劑在無縫使用的特性與個人看法供各位參考:
 |
| Fig.14 對於接著劑的一些個人心得。 |
8. 各種接著劑的無縫操作細節
接下來會對於各種接著劑的無縫做詳細的介紹:
A. 含樹脂模型接著劑
首先是含樹脂的溶劑型接著劑,這種接著劑因為具有黏稠性,一般都是以塗抹為主。以下為操作步驟:
 |
| Fig.15 這是暴龍王的手部零件,首先從假組狀況拆解並仔細觀察那些部分是零件的接合面。千萬不要未經確認就直接塗上接著劑,會增加不必要的麻煩。 |
 |
| Fig.16 經過確認後只有紅框部分是零件的接合處,接著劑只要塗抹在此處就好。 |
 |
| Fig.17 這裡利用田宮白蓋接著劑來進行無縫操作。 |
 |
| Fig.18 由於溶劑型接著劑的原理是溶解表面後接合零件,若是意外塗到非目標區域會造成不必要的損壞,因此使用時必須控制用量不要過多。每次沾取後需要輕刮瓶口以去除過多的接著劑。 |
 |
| Fig.19 開始在接合面塗上膠水,要訣就是由裡向外刷塗,可避免零件外部沾到多餘的接著劑。由於內側有其他零件,在操作時務必避開。圖中紅色箭頭處即為接合面與零件最靠近的地方,需要盡量調整為縫隙較大的情況避免誤觸。 |
 |
| Fig.20 小心將整個接合面都刷過一次接著劑後,會準備塗抹另一側零件。這裡會盡量使兩側塗抹次數和操作時間一致,以使接合面的溶解程度相同。 |
 |
| Fig.21 另一側也塗抹接著劑。這側沒有零件但也是要注意只塗抹在正確的接合面上。 |
 |
| Fig.22 將第一側接合面再次刷上接著劑。至於要刷塗幾次呢?塗得太多零件會過度溶解,塗得太少溶化的塑膠溢出不足無法確實填滿接縫,因此需要拿捏適當。而個人接著劑的刷塗次數一般是兩側零件各兩次,但依零件狀況可能需要調整。 |
 |
| Fig.23 兩側都塗完接著劑後,一定要確認內側零件都有裝入且方向正確,才將零件壓緊黏合。 |
 |
| Fig.24 小心的將零件組合,此時要注意操作避免碰觸融化的塑膠。 |
 |
| Fig.25 用力將零件壓緊,以擠出溶化的塑膠。 |
 |
| Fig.26 由於田宮白蓋乾燥時間最短要三天,可利用一些工具保持零件的固定。這裡利用鐵夾來固定,另外上面貼上遮蓋膠帶可以減少刮傷零件的狀況。 |
B. 高流動型黏著劑
這種接著劑屬於純溶劑,因此流動性很好。通常使用時不以塗抹而是滲入的方式操作,以下解說:
 |
| Fig.27 這次進行無縫的零件,為單純的左右對合零件。 |
 |
| Fig.28 與先前相同有零件夾組在內部,需要調整零件角度避開接合面,以免受到接著劑影響可動。 |
 |
Fig.29 這裡採用高流動性接著劑,現在個人常用的是田宮綠蓋和Mr. hobby的黑色高流動性接著劑。
|
 |
| Fig.30 高流動性接著劑一般都以滲入法進行無縫。首先將兩側零件組合起來,為了讓接著劑以毛細原理流入零件之間,中間要留下小縫。 |
 |
| Fig.31 以田宮綠蓋瓶蓋上的細刷頭沾取接著劑後,將刷頭碰觸縫隙部分使液體滲入零件之間。注意刷頭要準確的放入縫隙內避免非接著面溶解,用量也要控制適當。過量使用會造成接著劑流動到零件其他部分造成損壞。 |
 |
| Fig.32 持續滲入接著劑,直到整條縫隙都有接著劑在內即可。這時也要注意拿持,不要碰到接著劑以免造成零件表面受損。 |
 |
| Fig.33 壓緊零件以擠出中間溶化的塑膠,若有確實滲入接著劑,整條接合線應該都能擠出塑膠。田宮綠蓋的場合我會等到至少一天後才開始表面處理。 |
C. 膏狀瞬間膠
瞬間膠一般有膏狀和液狀兩種,以無縫處理來說來說膏狀是用塗抹法而液狀是用滲入法。由於瞬間膠用滲入法個人覺得非常不好控制,個人較常使用塗抹法來進行。另外瞬間膠乾燥之後通常較原材質堅硬會造成打磨上的困擾,因此先前個人不常使用瞬間膠。但自從發現了黑色瞬間膠這種乾燥後較軟好打磨的接著劑之後,也開始利用瞬間膠進行無縫處理。
以下是膏狀瞬間膠的操作方法:
 |
| Fig.34 接下來是對這兩個零件進行無縫,由於組合後有較大的縫隙,因此採用瞬間膠方式黏合比較適當。 |
 |
| Fig.35 這次採用MAD出品的黑色瞬間膠來操作,這種瞬間膠的乾燥時間較長且乾燥後硬度適中,十分適合以塗抹方式做無縫處理。 |
 |
| Fig.36 這次也有零件夾組在其中,紅框部分是預計塗上瞬間膠的地方,紅色箭頭則是指出與夾組零件最靠近的部分。要注意此處絕對不可塗到瞬間膠,以免壓合零件時外溢時粘到零件。 |
 |
| Fig.37 為仔細控制用量,個人通常會將瞬間膠擠在貼紙的背紙或塑膠容器內,再以沾取的方法慢慢塗上接合面。 |
 |
| Fig.38 利用牙籤等尖頭物品沾瞬間膠小心塗抹在接著表面。這種黑色瞬間膠的其中一個優點就是容易辨認位置,利用這個特性小心的塗在該有的位置上。由於瞬間膠不好清理,不要塗到接著面以外的地方。 |
 |
| Fig.39 將接著面都塗滿之後,接著另外一面也比照辦理。 |
 |
Fig.40 另一面沒有零件的部分,個人會習慣先塗需要小心的地方,像是夾組零件的周圍等。至於塗抹次數個人習慣是兩面各一次就好,因為瞬間膠並不溶解接著面,組合後對比溶劑型接著劑的溢出量更多,所以不需要塗太多。
|
 |
| Fig.41 將兩邊零件組合並壓緊,這時要注意手指別碰到溢出的瞬間膠。 |
 |
| Fig.42 最後測試可動部位是否有被瞬間膠黏住,若發現異常可及時補救。 |
D.液狀瞬間膠
這種方法與滲入法非常相似,雖然乾燥快,但是容錯率低不好操作。個人非常少用這種方法,不推薦新手使用。以下是流程介紹:
 |
| Fig.43 這次操作的零件,是單純的左右夾組。由於液狀瞬間膠乾燥非常快速,這種方法最好用在較小的零件。但由於方便照相這次選了偏大的零件。 |
 |
| Fig.44 這次使用的是長春的CA-155液狀瞬間膠,這種瞬間膠乾燥時間短,因此操作要非常迅速。 |
 |
| Fig.45 與先前相同,將零件組合之後留下一點縫隙,以便讓瞬間膠滲入。 |
 |
| Fig.46 由於瞬間膠非常不好打磨,若沒有準確塗在目標會造成很大麻煩。為了控制精度與用量,無縫處理強烈建議一定要配合俗稱「老鼠尾」的塑膠滴管使用。 |
 |
| Fig.47 將老鼠尾的尖段對準縫隙,慢慢擠出瞬間膠,讓整體縫隙內都有加入。手要小心不要碰到溢出的膠。 |
 |
| Fig.48 確認縫內都有流入瞬間膠之後,快速壓緊零件。液狀瞬間膠乾燥極快,建議在一分鐘內完成注膠和壓合零件。等待10分鐘零件確實乾燥後即完成無縫。 |
9. 表面修整
接下來進行無縫完成後的表面修整,這裡會根據各種表面狀況進行解說:
 |
| Fig.49 這塊零件剛好有各種常見的表面,剛好拿來做這次的範例。 |
 |
| Fig.50 首先先將要處理的溢膠處以麥克筆標示出來,這樣有助於判斷表面處理是否完成。 |
A. 平面
 |
| Fig.51 首先是單純的平面,先利用陶瓷刀將突出的溢膠處刮除。力道不宜過大,只要將突起處刮平即可。 |
 |
| Fig.52 用低號數砂紙配合打磨板(個人用400號),盡量將麥克筆的顏色磨去。切記平面的打磨一定要配合打磨板才能夠得到真正平整表面。 |
 |
| Fig.53 當麥克筆痕跡被幾乎磨除後,以高號數砂紙(這裡是1000號)把表面磨平整。 |
 |
| Fig.54 當砂紙打磨結束且表面沒有顏色殘留,即可確認此面已經平整。 |
B. 不容易打磨的瞄準鏡內側
 |
| Fig.55 瞄準鏡的中間有接縫經過,因此要把內部的溢出的塑膠清除。這種內側難以用一般的方法打磨,通常需要用刮除的方式。 |
 |
| Fig.56 利用一字形雕刻刀將中間的塑膠刮除並整平底部,若沒有雕刻刀可以用一字起子。 |
 |
| Fig.57 接著利用摺成直角的砂紙將底部打磨一次。 |
 |
| Fig.58 以上述方法可將底部整平,待噴上底漆檢查效果。 |
C. 圓筒狀弧面
 |
| Fig.59 接著處理前端圓柱狀的砲管,首先也是拿陶瓷刮刀先將突起的塑膠刮除。 |
 |
| Fig.60 接著使用低號數的海綿砂紙磨除溢出的塑膠,處理曲面時切記不要在同一個位置連續打磨太多次,有將曲面磨成平面的可能。這裡要利用海綿砂紙的柔軟度貼緊曲面打磨以維持曲面的弧度。 |
 |
| Fig.61 在這裡打磨時發現有些顏料無法磨除,這些位置代表還有凹洞沒磨平。由於殘留不多,個人判斷應繼續打磨直到去除顏料。 |
 |
| Fig.62 發現曲面弧度有些被磨平,這裡利用更軟的3M研磨海綿將曲面的弧度磨回來。 |
 |
| Fig.63 最後利用高號數海綿砂紙打磨完成即可得到美觀的零件表面。 |
D. 外側會組裝其他零件的部分
 |
| Fig.64 這個區域因為上面會遮蓋其他零件,直接刮掉溢出的部分之後就可以了,不需花費時間額外打磨。 |
以上簡單介紹幾種常見的表面修整情況,若有其他形狀特殊零件的處理方法還請額外留言詢問。
10. 各種錯誤的情況與補救
俗話說「人有失手,馬有亂蹄」,作模型也不可能從頭到最後都順順利利,勢必會有一些意外失誤。這時如何適當的修復就成為重要的議題,以下介紹部分無縫失敗狀況與處理方法:
A. 表面溢膠不足凹洞:
無論用哪種接著劑都需要有適當的溢出量,溢出量不足會在接縫上留下凹洞,這時就需要重新填補:
 |
| Fig.65 此零件初步打磨後發現零件上方由於溢膠不足,發現有不少凹洞。這裡需要額外的填補才能得到平整表面。 |
 |
| Fig.66 進行填補之前,為了填補材料與表面的接合力更好,務必清除掉打磨的粉塵。 |
 |
| Fig.67 利用黑色瞬間膠填補凹洞,這種瞬間膠好打磨也適合用來補洞。 |
 |
| Fig.68 待瞬間膠乾燥之後打磨表面,方法如同一般表面處理。 |
 |
| Fig.69 打磨結束後,即可得到平整表面。 |
B. 誤觸未乾接著劑
再怎麼小心操作,還是難免會發生接著劑未乾就不小心碰到的情況,這時需要額外的處理:
 |
| Fig.70 這次在瞬間膠的操作上不小心碰到,上面留下了指紋。無論使用哪種接著劑,發生這種狀況務必要記得一定要等完全乾燥之後再進行處理。 |
 |
| Fig.71 待完全乾燥之後(若是溶劑型接著劑需要等較長時間),直接以砂紙由低號數磨到高號數整平表面。 |
 |
| Fig.72 將表面徹底整平之後,可以得到完整表面。 |
C. 膠水未乾就修整表面
前面有提到溶劑型接著劑需要等待完全乾燥後才能操作。因為接合面會隨溶劑揮發收縮,若等待不足太早整平表面會發生凹洞。通常處理方法有直接整平和填補兩種。以下是範例和以填補法處理的流程:
 |
| Fig.73 這個零件由於未等待足夠時間就整平零件,導致溶劑完全揮發後產生一整條的凹洞。這種慘況提醒各位務必要耐心等待才開始操作呀… |
 |
| Fig.74 用黑色瞬間膠在凹槽處填補一條,由於凹陷不深填補的量也無需太多。 |
 |
| Fig.75 用砂紙打磨整平表面,這裡要記得不要打磨過頭,表面平整後即停止。 |
 |
| Fig.76 打磨結束後凹洞部分會留下填補的痕跡。比起直接整平,這樣不會磨掉太多塑膠,減少影響零件原本的形狀。 |
D. 瞬間膠乾燥過快未壓合就已經乾燥
這次採用許久未用的方法就出包了。忙著照相結果沒有先壓合零件導致零件有大縫隙,這時只能填補零件處理:
 |
| Fig.77 紅色箭頭處就是因為瞬間膠乾燥太快來不及壓合產生的大縫隙。此縫隙過深無法單純整平,需要進行填補。 |
 |
| Fig.78 這時以相同瞬間膠準確填補,用沾取的方式只針對縫隙準確填補。 |
 |
| Fig.79 接下來進行打磨,要注意液狀瞬間膠乾燥後非常硬,這裡一定要用打磨板均勻打磨整個表面。 |
 |
| Fig.80 打磨完成,可以看到大縫隙被填平。 |
11. 總結
這篇主要介紹了無縫與表面處理,希望能夠使各位對於無縫處理有一些了解,當然模型種類繁多,本篇的內容只是一個入門教學罷了。若各位有不同的零件有處理上的疑問歡迎留言給我,也許個人能夠提供一些作法供參考。
本篇就介紹到此,若有疑問歡迎發問或指教,感謝各位的觀看!
下一篇:模型製作流程--- 五. 改造相關-刻線
















































































